1.1.3 切削用量
切削用量是指切削过程中切削速度、进给量和 背吃刀量 的总称 ( 图 1.3)。
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1) 切削速度
![]()
切削刃上选定点相对于工件的主运动的瞬时速度。
计算公式如下:
![]() (1.齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)
(1.齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1) ![]()
式中 ![]() — 切削速度 ( m/ min 或 m/s ) ;
— 切削速度 ( m/ min 或 m/s ) ; ![]()
![]() — 待加工表面直径 (mm) ;
— 待加工表面直径 (mm) ;
![]() — 主运动件的旋转速度 ( r/min 或 r/s )。
— 主运动件的旋转速度 ( r/min 或 r/s )。
计算时,应以最大的切削速度为准,如车削时以待加工表面直径的数值进行计算,因为此处速度高,磨损快。
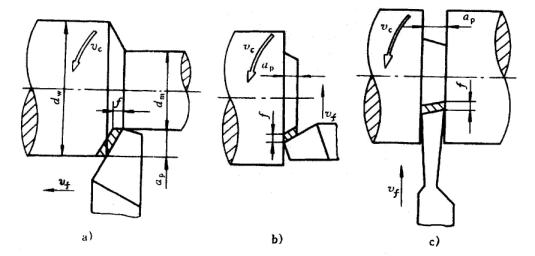
图 1.3 切削用量
a)车外圆 b)车端面 c)切槽
(2)进给量 ![]()
工件或刀具每转一转或刀具往复一次 , 刀具相对工件在进给运动方向上的位移 量,用 mm/r(行 程 )表示 。对于 铣刀、绞刀 、拉刀等多齿刀具 , 还规定每个刀齿的进给量 ![]() , 即每转或每行程中每齿相对工件在进给运动方向上的位移 , 单位是 mm/z。若用进给速度
, 即每转或每行程中每齿相对工件在进给运动方向上的位移 , 单位是 mm/z。若用进给速度 ![]() ,即单位时间内的进给量表示,则
,即单位时间内的进给量表示,则
![]() 或
或 ![]() (1.2)
(1.2)
式中 z— 齿数。
3)背吃刀量 ![]()
一般指工件上已加工表面和待加工表面间的垂直距离 , 车外圆时 :
![]() (1.3)
(1.3)
式中 dm --- 己加工表面直径。
![]()
![]()