5.3.3毛坯形状和尺寸的确定
毛坯形状和尺寸,基本上取决于零件形状和尺寸。零件和毛坯的主要差别,在于在零件需要加工的表面上,加上一定的机械加工余量,即毛坯加工余量。毛坯制造时,同样会产生误差,毛坯制造的尺寸公差称为毛坯公差。毛坯加工余量和公差的大小,直接影响机械加工的劳动量和原材料的消耗,从而影响产品的制造成本。所以现代机械制造的发展趋势之一,便是通过毛坯精化,使毛坯的形状和尺寸尽量和零件一致,力求作到少、无切削加工。毛坯加工余量和公差的大小,与毛坯的制造方法有关,生产中可参考有关工艺手册或有关企业、行业标准来确定。
在确定了毛坯加工余量以后,毛坯的形状和尺寸,除了将毛坯加工余量附加在零件相应的加工表面上外,还要考虑毛坯制造、机械加工和热处理等多方面工艺因素的影响。下面仅从机械加工工艺的角度,分析确定毛坯的形状和尺寸时应考虑的问题。
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)工艺搭子的设置
有些零件,由于结构的原因,加工时不易装夹稳定,为了装夹方便迅速,可在毛坯上制出凸台,即所谓的工艺搭子,见 图 5.1 。工艺搭子只在装夹工件时用,零件加工完成后,一般都要切掉,但如果不影响零件的使用性能和外观质量时,可以保留。
(2)整体毛坯的采用
在机械加工中,有时会遇到如磨床主轴部件中的三瓦轴承、发动机的连杆和车床的开合螺母等类零件。为了保证这类零件的加工质量和加工时方便,常做成整体毛坯,加工到一定阶段后再切开,如图 5.2 所示的连杆整体毛坯。
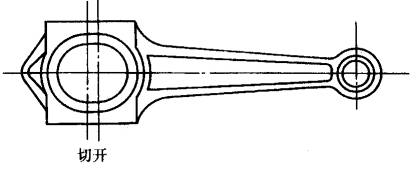
图 5.2 连杆整体毛坯
(3)合件毛坯的采用
为了便于加工过程中的装夹,对于一些形状比较规则的小形零件,如 T 形键、扁螺母、小隔套等,应将多件合成一个毛坯,待加工到一定阶段后或者大多数表面加工完毕后,再加工成单件。 图 5.3a 为 T815 汽车上的一个扁螺母。毛坯取一长六方钢, 图 5.3b 表示在车床上先车槽、倒角;图 5.3c 表示在车槽及倒角后,用 ? 24.5mm 的钻头钻孔。钻孔的同时也就切成若干个单件。合件毛坯,在确定其长度尺寸时,既要考虑切割刀具的宽度和零件的个数,还应考虑切成单件后,切割的端面是否需要进一步加工,若要加工,还应留有一定的加工余量。
在确定了毛坯种类、形状和尺寸后,还应绘制一张毛坯图,作为毛坯生产单位的产品图样。绘制毛坯图,是在零件图的基础上,在相应的加工表面上加上毛坯余量。但绘制时还要考虑毛坯的具体制造条件,如铸件上的孔、锻件上的孔和空档、法兰等的最小铸出和锻出条件;铸件和锻件表面的起模斜度(拔模斜度)和圆角;分型面和分模面的位置等。并用双点划线在毛坯图中表示出零件的表面,以区别加工表面和非加工表面。