思考题与习题
5.1 工艺规程的作用和制订原则各有哪些 ?
5.2 何谓经济加工精度?选择加工方法时应考虑的主要问题有哪些?
5.3 机械加工工艺过程划分加工阶段的原因是什么 ?
5.4 何为工序集中?何为工序分散?各有何特点?
5.5 机械加工工序的安排原则是什么?
5.6 何谓毛坯余量?何谓工序余量和总余量?影响加工余量的因素有哪些?
5.7 欲在某工件上加工 Ф 72.5 ![]() mm 孔,其材料为 45 钢,加工工序为:扩孔、粗镗孔、半精镗、精镗孔、精磨孔。已知各工序尺寸及公差如下:
mm 孔,其材料为 45 钢,加工工序为:扩孔、粗镗孔、半精镗、精镗孔、精磨孔。已知各工序尺寸及公差如下:
精磨— Ф 72.5 ![]() mm ; 粗镗— Ф 68
mm ; 粗镗— Ф 68 ![]() mm ;
mm ;
精镗— Ф 71.8 ![]() mm ; 扩孔— Ф 64
mm ; 扩孔— Ф 64 ![]() mm ;
mm ;
半精镗— Ф 70.5 ![]() mm ; 模锻孔— Ф 59
mm ; 模锻孔— Ф 59 ![]() mm ;
mm ;
试计算各工序加工余量及余量公差。
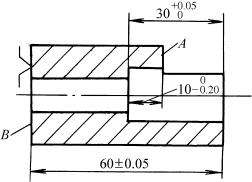
图 5.19 题 5.9 图
5.8 在大批大量生产条件下,加工一批直径为 Ф 45 ![]() mm 长度为 68mm 的轴, Ra<0.16μm ,材料为 45 钢,试安排其加工路线。
mm 长度为 68mm 的轴, Ra<0.16μm ,材料为 45 钢,试安排其加工路线。
5.9 图 5.19 所示工件成批生产时用端面 B 定位加工表面 A (调整法),以保证尺寸 10 ![]() mm ,试标注铣削表面 A 时的工序尺寸及上、下偏差。
mm ,试标注铣削表面 A 时的工序尺寸及上、下偏差。
5.10 图 5.20 所示零件镗孔工序在 A 、 B 、 C 面加工后进行,并以 A 面定位。设计尺寸为 100 ± 0.15mm ,但加工时刀具按定位基准 A 调整。试计算工序尺寸 L 及上、下偏差。
5.11 图 5.21 所示零件在车床上加工阶梯孔时,尺寸 10 ![]() mm 不便测量,而需要测量尺寸 x 来保证设计要求。试换算该测量尺寸。
mm 不便测量,而需要测量尺寸 x 来保证设计要求。试换算该测量尺寸。
5.12 衬套内孔要求渗氮,其加工工艺过程为:
( 1 )先磨内孔至 Ф 1 42.78 ![]() mm ;( 2 )渗氮处理深度为 L
mm ;( 2 )渗氮处理深度为 L ![]() ;( 3 )再终磨内孔至 Ф 143
;( 3 )再终磨内孔至 Ф 143 ![]() mm ,并保证留有渗氮层深度为 0.4 ± 0.1mm ,求渗氮处理深度 L
mm ,并保证留有渗氮层深度为 0.4 ± 0.1mm ,求渗氮处理深度 L ![]() 公差应为多大?
公差应为多大?
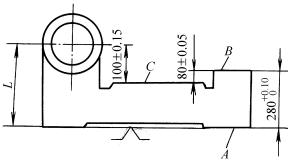
图 5.20 题 5.10 图
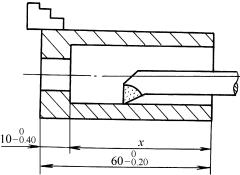
图 5.21 题 5.11 图
![]()
![]()