6.2.3 外圆表面的磨削加工
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)外圆表面磨削的工艺范围
用磨具以较高的线速度对工件表面进行加工的方法称为磨削。磨削加工是一种多刀多刃的高速切削方法,它使用于零件精加工和硬表面的加工。
磨削的工艺范围很广,可以划分为粗磨、精磨、细磨及镜面磨。各种磨削方案所能达到的经济加工精度和表面粗糙度值见表 1.1。
磨削加工采用的磨具(或磨料)具有颗粒小,硬度高,耐热性好等特点,因此可以加工较硬的金属材料和非金属材料,如淬硬钢、硬质合金道具、陶瓷等;加工过程中同时参与切削运动的颗粒多,能切除极薄极细的切屑,因而加工精度高,表面粗糙度值小。磨削加工作为一种精加工方法,在生产中得到广泛的应用。目前,由于强力磨削的发展,也可直接将毛坯磨削到所需要的尺寸和精度,从而获得了较高的生产率。
(2)外圆表面磨削的常用方法
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)纵磨法
如图 6.1a,砂轮高速旋转起切削作用,工件旋转作圆周进给运动,并和工作台一起作纵向往复直线进给运动。工作台每往复一次,砂轮沿磨削深度方向完成一次横向进给,每次进给(吃刀深度)都很小,全部磨削余量是在多次往复行程中完成的。当工件磨削接近最终尺寸时(尚有余量0.005-0.01mm),应无横向进给光磨几次,直到火花消失为止。纵磨法加工精度和表面质量较高,适应性强,用同一砂轮可磨削直径和长度不同的工件,但生产率低。在单件、小批量生产及精磨中应用广泛,特别适用于磨削细长轴等刚性差的工件。
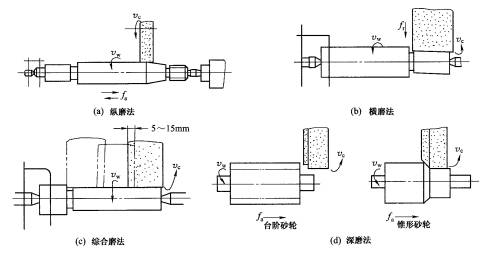
图 6.1外圆磨床的磨削方法
2)横磨法(切入法)
如图 6.1b,磨削时,工件不作纵向往复运动,砂轮以缓慢的速度连续或间断地向工件作横向进给运动,直到磨去全部余量。横磨时,工件与砂轮的接触面积大,磨削力大,发热量大而集中,所以易发生工件变形、烧刀和退火。横磨法生产效率高,适用于成批或大量生产中,磨削长度短、刚性好、精度低的外圆表面及两侧都有台肩的轴径。若将砂轮修整成型,也可直接磨削成型面。
3)综合磨法
如图 6.1c,先用横磨法将工件分段进行粗磨,相邻之间有5-15mm搭接,每段上留有0.01-0.03mm的精磨余量,精磨时采用纵磨法。这种磨削方法综合了纵磨和横磨的优点,适用于磨削余量较大(余量0.7-0.6mm)的工件。
4)深磨法
磨削时采用较小的纵向进给量( 1-2mm/r)和较大的吃刀深度(0.2-0.6mm)在一次走刀中磨去全部余量。为避免切削负荷集中和砂轮外圆棱角迅速磨钝,应将砂轮修整成锥形或台阶形,外径小的台阶起粗磨作用,可修粗些;外径大的起精磨作用,修细些。深磨法可获得较高的精度和生产率,表面粗糙度值较小,适用于大批量生产中,加工刚性好的短轴。
(3)外圆表面的无心磨削
在无心磨床磨削工件外圆时,工件不用顶尖来定心和支撑,而是直接将工件放在砂轮和导轮(用橡胶结合剂作的粒度较粗的砂轮)之间,由托板支撑,工件被磨削的外圆面作定位面,见图 6.2a。无心外圆磨床有两种磨削方式。
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)贯穿磨削法(纵磨法)
如图 6.2b,磨削时将工件从机床前面放到托板上,推入磨削区,由于导轮轴线在垂直平面内倾斜α角(α=1 o -6 o ),导轮与工件接触处的线速度v 导 可以分解成水平和垂直两个方向得分速度v 导水平 和v 导垂直 ,v 导垂直 控制工件的圆周进给运动,v 导水平 使工件作纵向进给。所以工件进入磨削区后,便既作旋转运动,又作轴向移动,穿过磨削区,工件就磨削完毕。α角增大,生产率高,但表面粗糙度随之增大;反之,情况相反。为保证导轮与工件呈线接触状态,需将导论形状修整成回转双面曲形。这种磨削方法不适用带台阶的圆柱形工件。
2)切入磨削法(横磨法)
先将工件放在托板和导轮之间,然后由工件(连同导轮)或磨削砂轮横向切入进给,磨削工件表面。这时导轮的中心线仅倾斜很小角度(约 30'),以便对工件产生一微小的轴向推力,使它靠住挡板,得到可靠的轴向定位,见图6.2c。切如磨法适用于磨削有阶梯或成形回转表面的工件,但磨削表面长度不能大于磨削砂轮宽度。
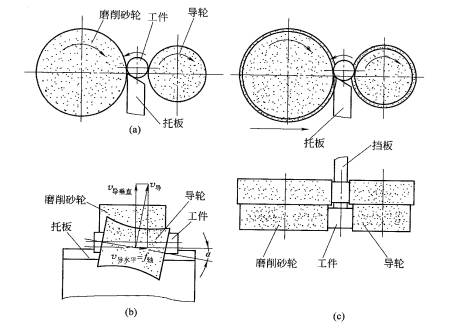
图 6.2 无心外圆磨削的加工示意图
在磨床上磨削外圆表面时,应采用充足的切削液,一般磨钢件多用苏打水或乳化液;铝件采用加少量矿物油的煤油;铸铁、青铜件一般不用切削液,而用吸尘器清除尘屑。
![]()
![]()