7.5 典型套筒类零件的加工工艺分析
7.5.1典型零件的工艺分析
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)轴承套加工工艺分析
图 7.17 所示为 1 轴承套,材料为 ZQSn6-6-3 ,每批数量为 400 只。加工时,应根据工件的毛坯材料、结构形状、加工余量、尺寸精度、形状精度和生产纲领,正确选择定位基准、装夹方法和加工工艺过程,以保证达到图样要求。其主要技术要求为: ? 34mmjs7 外圆对 ? 22mmH7 孔的径向圆跳动公差为 0.01mm ;左端面对 ? 22mmH7 孔的轴线垂直度公差为 0.01mm 。由此可见,该零件的内孔和外圆的尺寸精度和位置精度要求均较高,其机械加工工艺过程如表 7.2 所示。
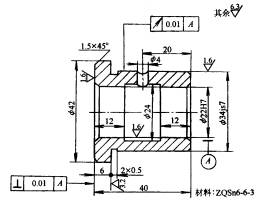
图 7.17 轴承套
该轴承套属于短套,其直径尺寸和轴向尺寸均不大,粗加工可以单件加工,也可以多件加工。由于单件加工时,每件都要留出工件 备 装夹的长度,因此原材料浪费较多,所以这里采用多件加工的方法。
该轴承套的材料为 ZQSn6-6-3 。其外圆为 IT7 级精度,采用精车可以满足要求;内孔的精度也是 IT7 级,铰孔可以满足要求。内孔的加工顺序为钻—车孔—铰孔。
(2)液压缸加工工艺分析
图 7.18 所示某液压缸零件图,生产纲领为成批生产。
该液压缸属长套筒类零件,与前述短套类零件在加工方法及工件安装方式上都有较大差别。该液压缸内孔与活塞相配,因此表面粗糙度、形状及位置精度要求都较高。毛坯可选用无缝钢管,如果为铸件,其组织应紧密,无砂眼、针孔及疏松缺陷。必要时要用泵验漏。该液压缸为成批生产。
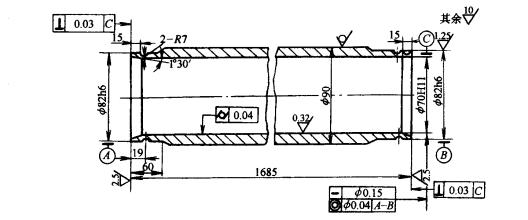
图 7.18 液压缸简图
该零件长而壁薄,为保证内外圆的同轴度,加工外圆时参照空心主轴的装夹方法。即采用双顶尖顶孔口 1 o 30 1 的锥面或一头夹紧一头用中心架支承。加工内孔与一般深孔加工时的装夹方法相同,多采用夹一头,另一端用中心架托住外圆。孔的粗加工采用镗削,半精加工多采用铰削 ( 浮动铰孔 ) 。该液压缸内孔的表面质量要求很高,内孔精加工后需滚压。也有不少套筒类零件以精细镗、珩磨、研磨等精密加工作为最终工序。内孔经滚压后,尺寸误差在 0.01mm 以内,表面粗糙度为 Ra0.16 ![]() 或更小,且表面经硬化后更为耐磨。但是目前对铸造液压缸尚未采用滚压工艺,原因是铸件表面的缺陷 ( 如疏松、气孔、砂眼、硬度不均匀等 ) ,哪怕是很微小,都对滚压有很大影响,会导致滚压加工产生适得其反的效果。综合以上分析,图 5.21 所示液压缸加工工艺过程如 表 7.3 所示
或更小,且表面经硬化后更为耐磨。但是目前对铸造液压缸尚未采用滚压工艺,原因是铸件表面的缺陷 ( 如疏松、气孔、砂眼、硬度不均匀等 ) ,哪怕是很微小,都对滚压有很大影响,会导致滚压加工产生适得其反的效果。综合以上分析,图 5.21 所示液压缸加工工艺过程如 表 7.3 所示
![]()
![]()