8.4.2 同轴孔系加工
在成批以上生产中,箱体的同轴孔系的同轴度几乎都由镗模保证。在单件小批生产中,其同轴度用下面几种方法来保证。
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)用已加工孔做支承导向 如图 8.19所示,当箱体前壁上的孔径加工好后,在孔内装一导向套,通过导向套支承镗杆加工后壁的孔。此法对于加工箱壁距离较近的同轴孔比较合适,但需配制一些专用的导向套。
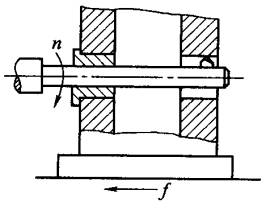
图 8.19 利用已加工孔做支承导向
2)利用镗床后立柱上的导向支承镗孔 这种方法其镗杆系两端支承,刚性好。但此法调整麻烦,镗杆要长,很笨重,故只适用于大型箱体的加工。
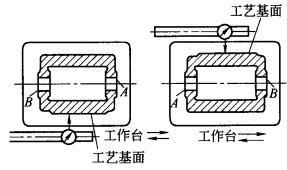
图 8.20 调头镗对工件的校正
3)采用调头镗 当箱体箱壁相距较远时,可采用调头镗。工件在 1次装夹下,镗好一端的孔后,将镗床工作台回转180o,镗另一端的孔。由于普通镗床工作台回转精度较低,故此法加工精度不高。
当箱体上有一较长并与所镗孔轴线有平行度要求的平面时,镗孔前应先用装在镗杆上的百分表对此平面进行校正,如图 8.20所示,使其和镗杆轴线平行,校正后加工孔。B孔加工后,再回转工作台,并用镗杆上装的百分表沿此平面重新校正,这样就可保证工作台准确地回转180o,然后再加工A孔,就可以保证A、B孔同轴。若箱体上无长的加工好的工艺基面,也可用平行长铁置于工作台上,使其表面与要加工的孔轴线平行后再固定。调整方法同上,也可达到两孔同轴的目的。
a) b)
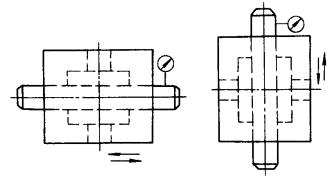
图 8.21 找正法加工垂直孔系
8.4.3 垂直孔系加工
箱体上垂直孔系的加工主要是控制有关孔的垂直误差。在多面加工的组合机床上加工垂直孔系,其垂直度主要由机床和模板保证;在普通镗床上,其垂直度主要靠机床的挡块保证,但定位精度较低。为了提高定位精度可用心轴与百分表找正。如图 8.21所示,在加工好的孔中插入心轴,然后将工作台旋转90o,移动工作台,用百分表找正。
![]()
![]()