5.6 工序尺寸及其公差的确定
机械加工过程中,工件的尺寸在不断地变化,由毛坯尺寸到工序尺寸,最后达到设计要求的尺寸。在这个变化过程中,加工表面本身的尺寸及各表面之间的尺寸都在不断地变化,这种变化无论是在一个工序内部,还是在各个工序之间都有一定的内在联系。应用尺寸链理论去揭示它们之间的内在关系,掌握它们的变化规律是合理确定工序尺寸及其公差和计算各种工艺尺寸的基础,因此,本节先介绍工艺尺寸链的基本概念,然后分析工艺尺寸链的计算方法以及工艺尺寸链的应用。
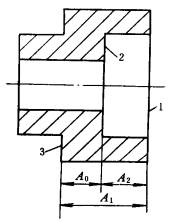
图 5.7 定位套的尺寸联系
5.6.1工艺尺寸链的概念
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)工艺尺寸链的定义
如图 5.7 所示为一定位套, A 0 与 A 1 为图样上已标注的尺寸。为按零件图进行加工时,尺寸 A 0 不便直接测量。如欲通过易于测量的尺寸 A 2 进行加工,以间接保证尺寸 A 0 的要求,则首先需要分析尺寸 A 1 、A 2 和 A 0 之间的内在关系,然后据此算出尺寸的数值。尺寸 A 1 、A 2 和 A 0 就构成一个封闭的尺寸组合,即形成了一个尺寸链。
又如图 5.8 所示的阶台零件,该零件先以 A 面定位加工 C 面,得到尺寸 L ![]() ;再加工 B 面,得到尺寸 L
;再加工 B 面,得到尺寸 L ![]() ;这样该零件在加工时并未直接予以保证的尺寸 L
;这样该零件在加工时并未直接予以保证的尺寸 L ![]() 就随之确定。尺寸 L
就随之确定。尺寸 L ![]() 、 L
、 L ![]() 、 L
、 L ![]() 就构成一个封闭的尺寸组合,即形成了一个尺寸链。
就构成一个封闭的尺寸组合,即形成了一个尺寸链。
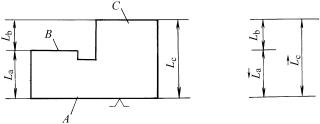
图 5.8 阶台零件的尺寸联系
由上述两例可知,在零件的加工过程中,为了加工和检验的方便,有时需要进行一些工艺尺寸的计算。为使这种计算迅速准确,按照尺寸链的基本原理,将这些有关尺寸以一定顺序首尾相连排列成一封闭的尺寸系统,即构成了零件的工艺尺寸链,简称工艺尺寸链。
(2)工艺尺寸链的组成
① 环 组成工艺尺寸链的各个尺寸都称为工艺尺寸链的环。图 5.7 中的尺寸 A 1 、A 2 、 A 0 和图 5.8 中的尺寸 L ![]() 、 L
、 L ![]() 、 L
、 L ![]() 都是工艺尺寸链的环。
都是工艺尺寸链的环。
② 封闭环 工艺尺寸链中间接得到的环称为封闭环。图 5.7 中的尺寸 A 0 和图 5.8 中的尺寸 L ![]() ,都是加工后间接获得的,因此是封闭环。封闭环以下角标“ 0 ”表示。如“ A 0 ”、“ L
,都是加工后间接获得的,因此是封闭环。封闭环以下角标“ 0 ”表示。如“ A 0 ”、“ L ![]() ”。
”。
③ 组成环 除封闭环以外的其它环都称为组成环。图 5.7 中的尺寸 A 1 、A 2 和图 5.8 中的尺寸 L ![]() 、 L
、 L ![]() 都是组成环。组成环分增环和减环两种。
都是组成环。组成环分增环和减环两种。
④ 增环 当其余各组成环保持不变,某一组成环增大,封闭环也随之增大,该环即为增环。一般在该环尺寸的代表符号上,加一向右的箭头表示,如 ![]() 、
、 ![]() ,图 5.7 中的尺寸 A 1 和图 5.8 中尺寸 L
,图 5.7 中的尺寸 A 1 和图 5.8 中尺寸 L ![]() 为增环。
为增环。
⑤ 减环 当其余各组成环保持不变,某一组成环增大,封闭环反而减小,该环即为减环。一般在该尺寸的代表符号上,加一向左的箭头表示,如 ![]() 、
、 ![]() ,图 5.7 中的尺寸 A 2和图 5.8 中的尺寸 L
,图 5.7 中的尺寸 A 2和图 5.8 中的尺寸 L ![]() 为减环。
为减环。
(3)工艺尺寸链的特征
① 关联性 组成工艺尺寸链的各尺寸之间必然存在着一定的关系,相互无关的尺寸不组成工艺尺寸链。工艺尺寸链中每一个组成环不是增环就是减环,其尺寸发生变化都要引起封闭环的尺寸变化。对工艺尺寸链中的封闭环尺寸没有影响的尺寸,就不是该工艺尺寸链的组成环。
② 封闭性 尺寸链必须是一组首尾相接并构成一个封闭图形的尺寸组合,其中应包含一个间接得到的尺寸。不构成封闭图形的尺寸组合就不是尺寸链。
(4)建立工艺尺寸链的步骤
① 确定封闭环 即加工后间接得到的尺寸。
② 查找组成环 从封闭环一端开始,按照尺寸之间的联系,首尾相连,依次画出对封闭环有影响的尺寸,直到封闭环的另一端,形成一个封闭图形,就构成一个工艺尺寸链。如图 5.8 中,从尺寸 L ![]() 上端开始,沿 L
上端开始,沿 L ![]() — L
— L ![]() — L
— L ![]() 到 L
到 L ![]() 下端就形成了一个封闭的尺寸组合,即构成了一个工艺尺寸链。
下端就形成了一个封闭的尺寸组合,即构成了一个工艺尺寸链。
查找组成环必须掌握的基本特点为:组成环是加工过程中“直接获得”的,而且对封闭环有影响。
③ 按照各组成环对封闭环的影响,确定其为增环或减环 确定增环或减环可用图 5.9 所示的方法:先给封闭环任意规定一个方向,然后沿此方向,绕工艺尺寸链依次给各组成环画出箭头,凡是与封闭环箭头方向相同的就是减环,相反的就是增环。

![]()
![]()