6.4.2 阶梯轴的加工工艺过程实例
图 6.10 所示为一蜗杆轴,材料选用 40Cr 钢,表 6.12 所示为蜗杆轴的加工工艺过程,产批量属于小批量生产。
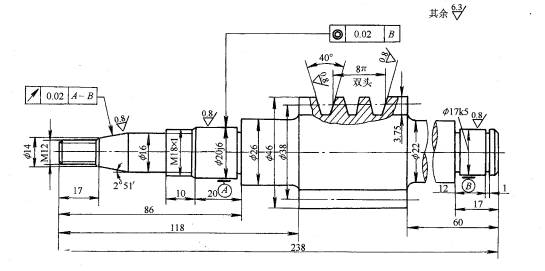
图 6.10 蜗杆轴
该轴 φ 20j6, φ 17k5两外圆表面为支撑轴颈;锥体部分是装配离合器的表面;M18 × 1处装配圆螺母来固定轴承的轴向位置。根据外形结构其毛坯选用 φ 50mm的圆钢(棒料),在锯床上按240mm长度下料。
表 6.12 蜗杆轴加工工艺过程
序号 |
工序 名称 |
工序内容 |
定位基准 |
序号 |
工序 名称 |
工序内容 |
定位基准 |
1 |
车削 |
车端面 钻中心孔 粗车左边各外圆,留余量 2-3mm ,长度上留余量 1mm 掉头车右端面到 238mm ,钻中心孔 粗车右边各外圆,留余量 2-3mm 粗车蜗杆螺旋部分,留余量 |
外圆 外圆及中心孔 外圆及中心孔 外圆及中心孔 外圆及中心孔 |
3 |
车削 |
修研中心孔 精车 φ 22mm 到尺寸, φ 17mm 留余量 0.2mm 车退刀槽及卡圈槽,倒角 掉头精车左侧各外圆到 φ 26mm 、 φ 20.2mm 、 φ 18mm 、 φ 16mm 及 φ 14mm 。车退刀槽,倒角 精车蜗杆螺纹,留磨削余量 0.1mm 。精车锥面,留余量 0.2mm 。车螺纹 M18 × 1 、 M12 |
两中心孔 两中心孔 两中心孔 |
2 |
热处理 |
调质处理 |
4 |
热处理 |
淬火 |
||
5 |
磨削 |
修研中心孔,磨 φ 17k5 、 φ 20j6 外圆及锥面到尺寸,磨蜗杆螺纹到尺寸 |
两中心孔 |
||||
![]()
![]()