8.2.2 刨削加工
刨削是以刨刀相对工件的往复直线运动与工作台(或刀架)的间歇进给运动实现切削加工的。主要用于加工平面、斜面、沟槽和成形表面,附加仿形装置也可以加工一些空间曲面(见 图8.21 所示)。
刨削加工应用于单件小批生产及修配工作中。其加工的经济精度为 IT9~IT7,最高可达IT6,表面粗糙度植R a 一般为 6.3μm~1.6μm ,最低可达0.8μm。
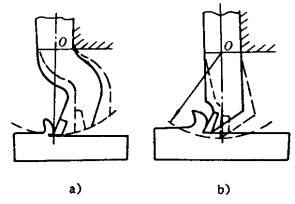
图 8.22 刨刀弯曲状况
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)刨刀
刨刀是刨削加工所使用的工具。刨刀的种类很多,常用的有平面刨刀、偏刀、角度刀及成形刀等。刨刀的几何参数与车刀很相似。但它切人工件时,冲击很大,因此刨刀杆截面比车刀大。刨刀有直头和弯头两种结构形式。当刨削有硬皮的工件时,直头刨刀容易发生“崩刀”或“扎刀”(见图 8.12b),而弯头刨刀工作时不易产生这类问题。这是因为,弯头刨刀刀刃碰到工件上的硬点时,比较容易弯曲,形成让刀见图8.22a)。
图 8.23所示为1种宽刃精刨刀结构。这种刨刀刃宽小于50mm时,刀片材料采用硬质合金(YG6,YG8);刃宽大于50mm时,采用高速钢。刀片安装的前角一般为-10o~-15o,后角3o~15o。刨刀刃磨后要对前、后刀面进行研磨,使其表面粗糙度值R a 小于 0.1μm。
(2)刨削的工艺特点
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)刨削的主运动为直线往复运动,切入和切出时有较的的冲击,惯性力大,切削速度不宜太快,因此,只适于中、低速条件下加工。
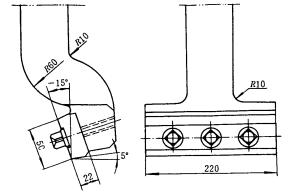
图 8.23 宽刃精刨刀
2)刨削后的工件表面硬化层很薄。当工件加工质量要求较高时,采用宽刃精刨可以获得理想的效果,而且可以实现刨代刮。
3)刨刀在返回行程中一般不进行切削,增加了辅助时间,再加上刨削都是单刀工作,因此生产率一般较低。但在刨削狭长平面(如机床导轨面)或采取多件、多刀刨削时,生产率可以提高。
4)刨削时,机床和刀具的调整均比较简单,生产前准备工作少,适应性较强。
![]()
![]()