8.6.2定位基准的选择
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)粗基准的选择 虽然箱体类零件一般都选择重要孔(如主轴孔)为粗基准,但随着生产类型不同,实现以主轴孔为粗基准的工件装夹方式是不同的。
①中小批生产时,由于毛坯精度较低,一般采用划线装夹,其方法如下:
首先将箱体用千斤顶安放在平台上(图 8. 44a),调整千斤顶,使主轴孔I和A面与台面基本平行,D面与台面基本垂直,根据毛坯的主轴孔划出主轴孔的水平线I-I,在4个面上均要划出,作为第1校正线。划此线时,应根据图样要求,检查所有加工部位在水平方向是否均有加工余量,若有的加工部位无加工余量,则需要重新调整I-I线的位置,作必要的借正,直到所有的加工部位均有加工余量,才将I-I线最终确定下来。I-I线确定之后,即画出A面和C面的加工线。然后将箱体翻转90o,D面一端置于3个千斤顶上,,调整千斤顶,使I-I线与台面垂直(用大角尺在两个方向上校正),根据毛坯的主轴孔并考虑各加工部位在垂直方向的加工余量,按照上述同样的方法划出主轴孔的垂直轴线II-II作为第2校正线(图8.44b),也在4个面上均画出。依据II-II线画出D面加工线。再将箱体翻转90o(图8.44c),将E面一端至于3个千斤顶上,使I-I线和II-II线与台面垂直。根据凸台高度尺寸,先画出F面,然后再画出E面加工线。
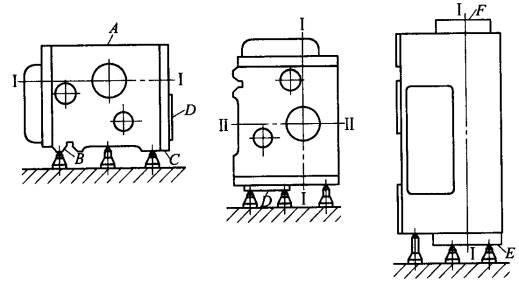
图 8.44 主轴箱的划线
加工箱体平面时,按线找正装夹工件,这样,就体现了以主轴孔为粗基准。
② 大批大量生产时,毛坯精度较高,可直接以主轴孔在夹具上定位,采用图 8.45的夹具装夹。
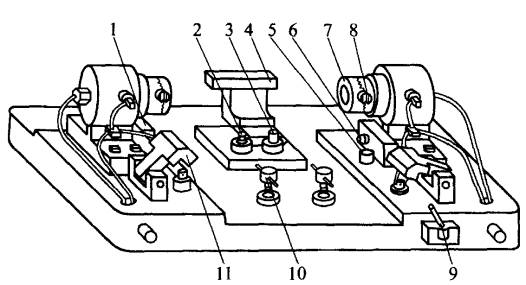
图 8.45 以主轴孔为粗基准铣顶面的夹具
1、3、5—支承 2—辅助支承 4—支架 6—挡销 7—短轴 8—活动支柱
9、10—操纵手柄 11—螺杆 12—可调支承 13—夹紧块
先将工件放在 1、3、5预支承上,并使箱体侧面紧靠支架4,端面紧靠挡销6,进行工件预定位。然后操纵手柄9,将液压控制的两个短轴7伸人主轴孔中。每个短轴上有3个活动支柱8,分别顶住主轴孔的毛面,将工件抬起,离开1、3、5各支承面。这时,主轴孔轴心线与两短轴轴心线重合,实现了以主轴孔为粗基准定位。为了限制工件绕两短轴的回转自由度,在工件抬起后,调节两可调支承12,辅以简单找正,使顶面基本成水平,再用螺杆11调整辅助支承2,使其与箱体底面接触。最后操纵手柄10,将液压控制的两个夹紧块13插入箱体两端相应的孔内夹紧,即可加工。
2)精基准的选择 箱体加工精基准的选择也与生产批量大小有关
① 单件小批生产用装配基面做定位基准。图 8.2车床床头箱单件小批加工孔系时,选择箱体底面导轨B、C面做定位基准,B、C面既是床头箱的装配基准,又是主轴孔的设计基准,并与箱体的两端面、侧面及各主要纵向轴承孔在相互位置上有直接联系,故选择B、C面作定位基准,不仅消除了主轴孔加工时的基准不重合误差,而且用导轨面B、C定位稳定可靠,装夹误差较小,加工各孔时,由于箱口朝上,所以更换导向套、安装调整刀具、测量孔径尺寸、观察加工情况等都很方便。
这种定位方式也有它的不足之处。加工箱体中间壁上的孔时,为了提高刀具系统的刚度,应当在箱体内部相应的部位设置刀杆的导向支承。由于箱体底部是封闭的,中间支承只能用如图 8.46所示的吊架从箱体顶面的开口处伸人箱体内,每加工一件需装卸一次,吊架与镗模之间虽有定位销定位,但吊架刚性差,制造安装精度较低,经常装卸也容易产生误差,且使加工的辅助时间增加,因此这种定位方式只适用于单件小批生产。
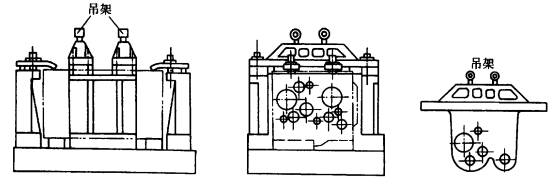
图 8.46 吊架式镗模夹具
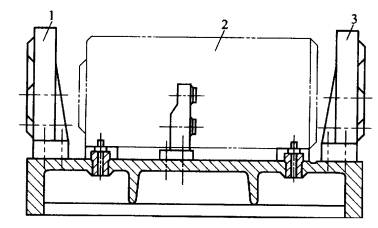
图 8.47 箱体以一面两孔定位
② 量大时采用一面两孔作定位基准。大批量生产的主轴箱常以顶面和两定位销孔为精基准,如图8.47所示。
这种定位方式是加工时箱体口朝下,中间导向支架可固定在夹具上。由于简化了夹具结构,提高了夹具的刚度,同时工件的装卸也比较方便,因而提高了孔系的加工质量和劳动生产率。
这种定位方式的不足之处在于定位基准与设计基准不重合,产生了基准不重合误差。为了保证箱体的加工精度,必须提高作为定位基准的箱体顶面和两定位销孔的加工精度。另外,由于箱口朝下,加工时不便于观察各表面的加工情况,因此,不能及时发现毛坯是否有砂眼、气孔等缺陷,而且加工中不便于测量和调刀。所以,用箱体顶面和两定位销孔作精基准加工时,必须采用定径刀具(扩孔钻和绞刀等)。
上述两种方案的对比分析,仅仅是针对类似床头箱而言,许多其它形式的箱体,采用一面两孔的定位方式,上面所提及的问题也不一定存在。实际生产中,一面两孔的定位方式在各种箱体加工中应用十分广泛。因为这种定位方式很简便地限制了工件6个自由度,定位稳定可靠;在一次安装下,可以加工除定位以外的所有5个面上的孔或平面,也可以作为从粗加工到精加工的大部分工序的定位基准,实现“基准统一”;此外,这种定位方式夹紧方便,工件的夹紧变形小;易于实现自动定位和自动夹紧。因此,在组合机床与自动线上加工箱体时,多采用这种定位方式。
由以上分析可知:箱体精基准的选择有两种方案:一是以 3平面为精基准(主要定位基面为装配基面);另一是以一面两孔为精基准。这两种定位方式各有优缺点,实际生产中的选用与生产类型有很大的关系。通常从“基准统一”,中小批生产时,尽可能使定位基准与设计基准重合,即一般选择设计基准作为统一的定位基准;大批大量生产时,优先考虑的是如何稳定加工质量和提高生产率,不过分地强调基准重合问题,一般多用典型的一面两孔作为统一的定位基准,由此而引起的基准不重合误差,可采用适当的工艺措施去解决。
![]()
![]()