8.5.3 铣床夹具
铣床夹具是加工箱体零件上平面常用的工艺装备,由于铣削时切削力较大,冲击和振动也较严重,因此要求铣床夹具的夹紧力较大,夹具组成部分的强度和刚度较高。
铣削加工的切削时间较短,因而单件加工时的辅助时间相对地就显得长了。因此,降低辅助时间,是设计铣床夹具时要考虑的主要问题之一。
(齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)铣 床夹具的类型
齿轮, 齿轮箱, 汽车齿轮, gears, gearboxes 1)直线进给铣床夹具(图 8.38 ) 这类夹具安装在铣床工作台上,加工中工作台是按直线进给方式运动的。为了降低辅助时间,提高铣削工序的生产率,对于直线进给式的铣床夹具来说,可以采取下面两种措施:
① 采用多件或多工位加工,比单件分别装夹加工可以节省每次进刀的引进和越程时间。所以能提高铣削效率。
② 使装卸工件等的辅助时间与机动时间重合。
2)圆周进给式铣床夹具 圆周进给式铣床夹具的结构型式也很多,此处着重介绍转盘铣床上的圆周进给式铣床夹具的工作原理,转盘铣床通常有一个很大的转台或转鼓(前者为立轴,后者为卧轴)。在转台上可以沿圆周依次布置若干工作夹具,依靠转台旋转而将其上的工作夹具依次送入转盘铣床的切削区域,从而进行连续铣削。
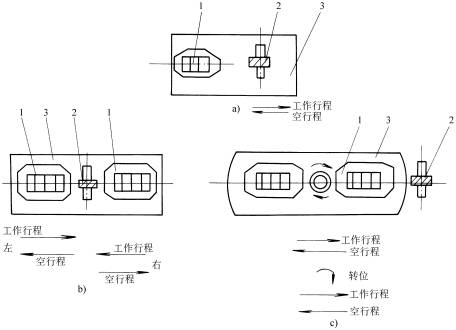
图 8.38 直线进给式铣床夹具应用
1 —工位于 2 —铣刀子 3 —夹具体
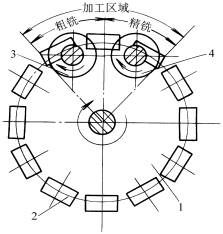
图 8.39 圆周进给式铣床夹具应用
图 8.39 是圆周进给式铣床夹具的工作原理示意图。夹具 2 依次装在圆台铣床工作台 1 的圆周上,工件直接装在工作夹具中。工作时工作台按箭头方向旋转,将夹具依次送入双轴铣头的切削区域。双轴铣头中一个是粗铣,一个是精铣,工件经粗、精铣削后便离开切削区域,于是操作者便可取下铣好的工件,另装待铣。
设计这类夹具时,必须注意使两相邻工位的铣刀间的空行程距离尽量缩短,以便缩短空行程时间损失,提高机床生产效率。在使用手动夹紧方式时,夹紧用的的手把、螺母等应布置在易于操作而安全可靠的位置,最好布置在回转工作台的外圆位置上 。
![]()
![]()